
02 Sep La protection gazeuse afin d’éliminer le nettoyage et d’accroître la résistance à la corrosion…
La protection gazeuse lors de la soudure d’acier inoxydable , afin d’éliminer le nettoyage et d’accroître la résistance à la corrosion en service. (FoodProcesing.com.au)
L’acier inoxydable est fréquemment imposé dans les industries alimentaires, pharmaceutiques, chimiques et d’autres applications industrielles, en raison de sa résistance à la corrosion et de sa facilité de nettoyage. Pour ce type d’application, il est essentiel d’éviter, ou d’éliminer, la zone colorée due à l’oxydation à chaud ou toutes les écailles qui se forment quand le métal à souder fond, parce que cette zone teintée ne protège pas le métal et, au contraire, est une porte ouverte pour le dépôt d’impuretés ou le début d’une corrosion , dans certaines circonstances. L’inertage de la soudure est particulièrement utile dans ce cas, si aucun nettoyage de la soudure n’est possible après soudage , par exemple, à l’intérieur de tubes.

Qu’est-ce que la coloration à chaud ?
La Figure 1 montre la zone de coloration à chaud typique qui se forme quand l’acier inoxydable est soudé en présence d’oxygène. L’oxyde le plus épais et le plus foncé est au centre (là où le métal a été fondu à la plus haute température, sur la plus longue période), et un aspect double arc-en-ciel similaire existe du côté opposé, côté racine.
Figure 1 : Zones de coloration à chaud
(coloration de la soudure ) apparaissant sur la racine d’un joint soudé bout à bout sur tubes en acier inox 316 L, épaisseur 3 mm, soudure TIG avec inertage à l’argon). Crédit : Nickel Institute

Pas d’oxydation à chaud = No Heat oxide, Zone d’oxyde la plus épaisse = Thickest oxide
Cependant, si l’accès est aisé, comme à l’intérieur d’un grand réservoir, on peut protéger l’envers de la soudure avec du gaz provenant d’une protection envers, ou même en protégeant la racine de la soudure manuellement ou automatiquement avec du gaz inerte projeté avec une torche. Malheureusement, cela n’est pas possible avec des tubes de petit diamètre. En outre, le nettoyage de la soudure après soudage peut même être interdit dans les industries pharmaceutiques ou alimentaires, où les surfaces sont de très faible rugosité .
Comment éviter la coloration à chaud ?
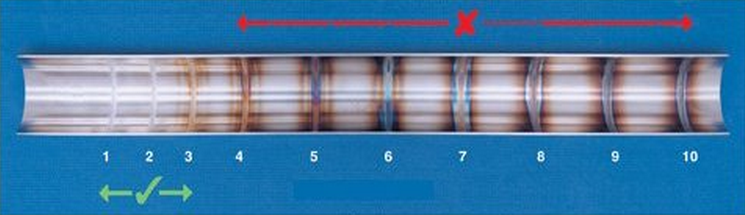
L’inertage de la soudure est une méthode qui permet d’être certain que, sans traitement quelconque après soudage , la racine de la soudure TIG dans le tube a une couleur qui ne va pas au-delà d’une faible teinte jaune paille. Ce niveau de coloration est spécifié dans les documents américains AS/NZS 1554.6 et AWS D18.1/D18.1M: 2009 (niveau 3) comme étant le maximum autorisé pour des tubes utilisés bruts de soudage , à la fois pour leur résistance à la corrosion et pour des applications où le respect de l’hygiène est crucial. (voir la Figure 2).
Figure 2 : AWS D18.1/D18.1M:2009. Figure 2 modifiée. Reproduit avec l’accord de l’American Welding Society (AWS), Miami, Florida.

On peut contrôler la coloration à chaud en maintenant le niveau d’oxygène < 50 ppm (0,005%) alors que le métal est à plus de 250° C environ. On admet que la préparation de la soudure , l’apport d’énergie et la technique de soudage sont des paramètres bien maîtrisés pour produire une soudure complètement pénétrée avec un profil régulier, facile à nettoyer, pour une bonne application des procédures de nettoyage sur place (clean-in-place, CIP).
Les équipements de soudage TIG orbital mécaniques doivent conduire à des résultats similaires si les instructions du fabricant sont respectées. Les appareils de soudure orbitale modernes sont relativement étroits et permettent de souder à proximité d’un coude, c’est-à-dire près du bord de la tête de soudage , comme montré, par l’écart, Figure 3, sur laquelle on représente une vue de profil d’un coude à souder. L’appareil de soudage orbital se fixe autour du tube et, après inertage , tourne automatiquement pendant que le TIG soude le joint .

(Ecart=Offset, Electrode , Joint d’étanchéité du gaz =Gas Seal, Wide Tube Clamp = Accrochage et étanchéité sur le tube)
Figure 3 Vue de profil d’un coude pendant un soudage sous inertage.
Si on utilise un métal d’apport, il doit être au moins aussi résistant à la corrosion que le matériau du tube. Sinon, la soudurede faible largeur pourrait se corroder rapidement si le tube est utilisé dans un milieu corrosif. Le gaz d’inertage doit être sec ; c’est habituellement de l’argon, bien que de l’azote à faible teneur en oxygène puisse être mis en œuvre (même pour des tubes en duplex). Cependant, si trop de gaz passe dans l’arc, l’équilibre entre phases peut être perturbé, ce qui peut conduire à de la fissuration, à une faible dureté ou à une résistance à la corrosion amoindrie.
Si l’on travaille sur des tubes de grande longueur, il est courant d’utiliser des moyens pour réduire le volume à inerter, en contenant le gaz dans un volume réduit. Il y a deux moyens principaux pour faire des barrages, comme illustré Figure 4 :


Figure 4 : Deux des procédés principaux de barrages d’inertage
- Papier et bande adhésive solubles dans l’eau, mis de chaque côté de la zone à souder avant assemblage , rincés après usage ;
- Ensembles en forme de haltères, avec rebords en caoutchouc, dont une des extrémités est reliée à une ligne d’alimentation engaz d’inertage et à un câble, pour pouvoir extraire l’ensemble, une fois la soudure refroidie. L’autre partie comprend un échappement de gaz , afin d’éviter une mise en pression de la zone inertée. Des vessies gonflables peuvent aussi être utilisées en lieu et place des joints en caoutchouc.
Des disques de mousse collés « fait-maison », avec un renfort en caoutchouc et une protection, peuvent aussi être utilisés, si l’on soude par l’extérieur une bride sur une tubulure.
Trucs pour un bon inertage
Le soudage sous inertage est une spécialité, et il est important que le soudeur soit qualifié pour ce type de soudage . Il faut aussi s’assurer qu’il ou elle est vraiment en mesure de souder à l’instant T. La préparation de la soudure doit inclure la vérification du profil longitudinal de la soudure dans le tube : ce profil doit permettre de mettre en place un joint d’étanchéité pour assurer l’inertage.
Lors de l’insertion des barrages dans chaque section de la tubulure, il faut s’assurer que le tube d’alimentation et le câble prévu pour extraire l’ensemble ne se sont pas emmêlés. La distance entre les barrages doit être suffisante pour éviter qu’ils ne soient soumis à des températures trop élevées. Généralement, deux cents millimètres font l’affaire. La zone de soudage doit être nettoyée avec un solvant volatil sur un chiffon neuf, puis laissée à sécher, avant de vérifier que la zone est propre. Il ne faut pas toucher la zone de soudage .
Aligner les pièces qui se font face, et entamer le pré- inertage . Le flux doit être suffisamment turbulent pour décoller l’air de la surface du tube, c’est-à-dire pour être certain que la couche limite immobile est très fine. L’évacuation doit être suffisante pour éviter la mise en pression, mais doit aussi éviter que des tourbillons de gaz inerte se mélangent avec l’air présent, réduisant l’efficacité du pré- inertage . Vous pouvez contrôler le gaz à l’échappement avec un mesureur (tel que celui montré Figure 5), jusqu’à ce que la teneur en oxygène soit acceptable, ou bien envoyer un volume de gaz d’inertage d’au moins 10 fois le volume à inerter. Si le joint à souder présente un vide important, il faut le fermer avec un adhésif durant l’inertage. Cependant, toute précaution doit être prise pour éviter une contamination de la zone préparée. Une fois le pré- inertageterminé, réduire le débit de gaz , afin de ne pas souffler l’arc, et entamer le soudage .

Figure 5 : Mesureur pour vérifier le gaz d’inertage sur l’évacuation
Prévoir l’opération de soudage de manière à éviter les arrêts d’avancée, qui induisent un moindre contrôle du profil de lasoudure et de l’apport d’énergie. Si les extrémités ne sont pas solidement tenues par une pince, par exemple, faire un point desoudure pour les assembler (mais assurez-vous que le point de soudure est lui aussi inerté). Des épaisseurs importantes peuvent nécessiter l’emploi d’un traînard , afin de garantir que l’air ne vient pas en contact avec la surface de métal extérieure, alors qu’il est suffisamment chaud pour s’oxyder. Cela n’est pas un problème si un nettoyage mécanique externe est acceptable.
Résumé
Les caractéristiques uniques de l’acier inoxydable en font le matériau idéal pour de nombreuses applications difficiles. Il est cependant crucial de le traiter de façon appropriée pour qu’il rende les services attendus. L’inertage de soudure pour éviter la coloration à chaud est un exemple où, si l’on fait bien dès le début, on est certain de sa résistance à la corrosion , de sa facilité de nettoyage et, au final, de sa durée de vie.
Article Traduit de http://www.foodprocessing.com.au/art…ion-resistance, par Patrick Dubosc le 30 juin 2014.